Пожаловаться на объявление
SCL-L102 Система утяжеления заготовок непрерывного литья - Москва
понедельник, 15 апреля 2024 г.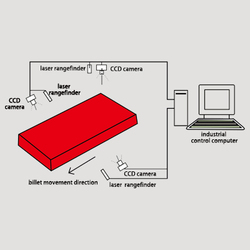
Параметры объявления
Город:
Москва
Тип предложения:
Продам
Текст объявления
Обзор
Система осуществляет измерение фиксированной длины ширины, толщины и длины непрерывно отлитого изделия с помощью системы машинного зрения и лазерного дальномера. Измеренные данные передаются в хост-систему по оптоволоконному кабелю. Основная система рассчитывает вес каждой заготовки в соответствии с различными марками стали и удельным весом, что позволяет нам осуществлять фиксированное измерение длины и фиксированный контроль веса отлитых изделий, а также точный контроль процесса выплавки стали в производственном процессе. После резки заготовок по фиксированному весу и длине система резки по длине с фиксированным весом проверяется онлайн-системой измерения веса, чтобы обеспечить обратную связь с моделью фиксированной длины системы управления.
Номер сляба (автоматическая проверка) также может быть автоматически определен в режиме онлайн с помощью машинного зрения, а вес и номер сляба могут автоматически сохраняться в локальной базе данных для использования в системе производства и управления.
Принцип измерения системы
На верхней поверхности заготовки установлен соответственно набор линейных ПЗС-камер и лазерный дальномер. Благодаря машинному зрению и лазерной коррекции мы можем добиться точного измерения формы отлитых изделий. За счет точного контроля формы отлитых изделий, коэффициента теплового расширения заготовок и плотности отлитых изделий при текущей температуре мы можем получить качество заготовки. В то же время мы можем добиться высокоточной качественной резки по длине, а именно фиксированного веса и фиксированной длины. Систему можно сочетать с системой определения веса и калибровки.
Система использует безбарьерный онлайн-метод взвешивания на скрытом интегральном рольганге для продуктов непрерывной разливки и объединяет данные взвешивания в интеллектуальную модель управления. Система взвешивания модели и стальных заготовок, а также система резки по длине с фиксированным весом реализуют замкнутый контур управления моделью системы и оптимизируют точность фиксированного веса за счет автоматического сбора сигналов.
Особенности оборудования
Технология контроля резки литых изделий фиксированной длины и фиксированного веса является конкретным проявлением бережливого управления производством металлопродукции. В эпоху высококачественной конкуренции стальной продукции только передовые интеллектуальные технологии и управление могут снизить затраты, улучшить качество и конкурентоспособность на рынке.
1. Управление данными может осуществляться по сменам, времени заливки, дням, неделям, месяцам и т. д., а также управление данными по спецификациям, производственной мощности, качеству и т. д.
2. Каждый поток может отправлять такие сигналы, как предварительный зажим, зажим, резка, свертывание, скатывание и возврат режущей машины в соответствии с требованиями пользователя.
3. Точность обнаружения и резки высокая, точность определения размера контролируемой длины составляет ± 1 мм, а точность определения размера более 1,5 ‰.
4. Он не чувствителен к другим световым помехам высокой интенсивности и преодолевает влияние таких источников света, как солнечный свет и дуговая сварка.
5. Монитор отображает текущий статус текущей горячей заготовки в режиме реального времени и отображает соответствующие параметры.
6. Лазерный дальномер и ПЗС-машинное зрение используются для расчета веса отлитых изделий и оптимизации резки по длине.
7. Исторические данные резки сохраняются автоматически, и система может устанавливать правила для исторических данных.
8. Поддержка свободной трансформации фиксированной длины, оператору доступны различные режимы работы.
9. Принять передовые высокотемпературные лазерные измерения и технологию линейной ПЗС-матрицы с высоким разрешением.
10. Система имеет множество интерфейсов для связи с системой управления ПЛК.
11. Применимо ко всем видам систем газовой резки на машинах непрерывного литья заготовок.
12. Обеспечить автоматическое, верхнее и ручное управление резкой.
Основные технические требования
1. Диапазон ширины контролируемого литого изделия: 120~2000 мм.
2. Диапазон длин контролируемого литого изделия: 1000~20000 мм.
3. Диапазон толщины контролируемого литого изделия: 35~400 мм.
4. Скорость перемещения стальной заготовки: < 3,5 м/с.
5. Скорость движения заготовки: <6,5 м/мин.
6. Температура измеряемой стальной заготовки: 0~850°C.
7. Точность измерения: ширина ±0,2 мм.
толщина ±0,2 мм
длина ±0,2 мм
8. Точность фиксированного веса: 0,8 ‰ (проверка температурной модели)
9. Проверка качества: 1 ‰.
Система осуществляет измерение фиксированной длины ширины, толщины и длины непрерывно отлитого изделия с помощью системы машинного зрения и лазерного дальномера. Измеренные данные передаются в хост-систему по оптоволоконному кабелю. Основная система рассчитывает вес каждой заготовки в соответствии с различными марками стали и удельным весом, что позволяет нам осуществлять фиксированное измерение длины и фиксированный контроль веса отлитых изделий, а также точный контроль процесса выплавки стали в производственном процессе. После резки заготовок по фиксированному весу и длине система резки по длине с фиксированным весом проверяется онлайн-системой измерения веса, чтобы обеспечить обратную связь с моделью фиксированной длины системы управления.
Номер сляба (автоматическая проверка) также может быть автоматически определен в режиме онлайн с помощью машинного зрения, а вес и номер сляба могут автоматически сохраняться в локальной базе данных для использования в системе производства и управления.
Принцип измерения системы
На верхней поверхности заготовки установлен соответственно набор линейных ПЗС-камер и лазерный дальномер. Благодаря машинному зрению и лазерной коррекции мы можем добиться точного измерения формы отлитых изделий. За счет точного контроля формы отлитых изделий, коэффициента теплового расширения заготовок и плотности отлитых изделий при текущей температуре мы можем получить качество заготовки. В то же время мы можем добиться высокоточной качественной резки по длине, а именно фиксированного веса и фиксированной длины. Систему можно сочетать с системой определения веса и калибровки.
Система использует безбарьерный онлайн-метод взвешивания на скрытом интегральном рольганге для продуктов непрерывной разливки и объединяет данные взвешивания в интеллектуальную модель управления. Система взвешивания модели и стальных заготовок, а также система резки по длине с фиксированным весом реализуют замкнутый контур управления моделью системы и оптимизируют точность фиксированного веса за счет автоматического сбора сигналов.
Особенности оборудования
Технология контроля резки литых изделий фиксированной длины и фиксированного веса является конкретным проявлением бережливого управления производством металлопродукции. В эпоху высококачественной конкуренции стальной продукции только передовые интеллектуальные технологии и управление могут снизить затраты, улучшить качество и конкурентоспособность на рынке.
1. Управление данными может осуществляться по сменам, времени заливки, дням, неделям, месяцам и т. д., а также управление данными по спецификациям, производственной мощности, качеству и т. д.
2. Каждый поток может отправлять такие сигналы, как предварительный зажим, зажим, резка, свертывание, скатывание и возврат режущей машины в соответствии с требованиями пользователя.
3. Точность обнаружения и резки высокая, точность определения размера контролируемой длины составляет ± 1 мм, а точность определения размера более 1,5 ‰.
4. Он не чувствителен к другим световым помехам высокой интенсивности и преодолевает влияние таких источников света, как солнечный свет и дуговая сварка.
5. Монитор отображает текущий статус текущей горячей заготовки в режиме реального времени и отображает соответствующие параметры.
6. Лазерный дальномер и ПЗС-машинное зрение используются для расчета веса отлитых изделий и оптимизации резки по длине.
7. Исторические данные резки сохраняются автоматически, и система может устанавливать правила для исторических данных.
8. Поддержка свободной трансформации фиксированной длины, оператору доступны различные режимы работы.
9. Принять передовые высокотемпературные лазерные измерения и технологию линейной ПЗС-матрицы с высоким разрешением.
10. Система имеет множество интерфейсов для связи с системой управления ПЛК.
11. Применимо ко всем видам систем газовой резки на машинах непрерывного литья заготовок.
12. Обеспечить автоматическое, верхнее и ручное управление резкой.
Основные технические требования
1. Диапазон ширины контролируемого литого изделия: 120~2000 мм.
2. Диапазон длин контролируемого литого изделия: 1000~20000 мм.
3. Диапазон толщины контролируемого литого изделия: 35~400 мм.
4. Скорость перемещения стальной заготовки: < 3,5 м/с.
5. Скорость движения заготовки: <6,5 м/мин.
6. Температура измеряемой стальной заготовки: 0~850°C.
7. Точность измерения: ширина ±0,2 мм.
толщина ±0,2 мм
длина ±0,2 мм
8. Точность фиксированного веса: 0,8 ‰ (проверка температурной модели)
9. Проверка качества: 1 ‰.
Похожие объявления

Обзор Полностью цифровая бесконтактная инфракрасная/лазерная автоматическая система резки по длине…

Обзор Пресс-форма — это оборудование для формования литейных заготовок при непрерывной разливке…

Обзор Для обеспечения качества сляба необходимо строго контролировать работу и различные параметры…

Обзор Автоматический контроль уровня расплавленной стали в кристаллизаторе является одной из…

Обзор: Система прогнозирования прорыва формы для непрерывной разливки BPS-K600 разработана Wuhan…

Обзор Целью системы является непрерывное определение температуры продукта, полученного на машине…

Обзор Пресс-форма — это устройство, которое формирует отлитое изделие при непрерывной разливке…

Обзор: Этот продукт представляет собой новый тип оборудования для обнаружения поверхности медных…

Обзор Проверка качества поверхности высокотемпературного литого изделия имеет большое значение для…

Обзор: Порошок для форм в основном используется в процессах непрерывного литья и производства…