Пожаловаться на объявление
MLC-V235 Система контроля уровня в пресс-форме непрерывного литья - Москва
понедельник, 15 апреля 2024 г.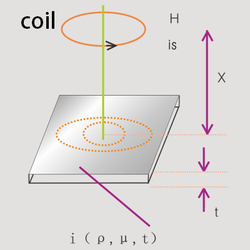
Параметры объявления
Город:
Москва
Тип предложения:
Продам
Текст объявления
Обзор
Автоматический контроль уровня расплавленной стали в кристаллизаторе является одной из ключевых технологий производства непрерывной разливки. Очень важно снизить трудоемкость рабочих, повысить эффективность производства, улучшить качество и выход литейной заготовки, уменьшить перелив и прорыв стали, повысить уровень управления сталеплавильным производством и непрерывной разливкой стали.
Расплавленная сталь заливается в форму. Чтобы предотвратить перелив, уровень расплавленной стали должен поддерживаться стабильным. В противном случае, если в процессе литья уровень будет слишком сильно колебаться, и шлак будет вовлечен, образуя поверхностные шлаковые включения на поверхности отливочной заготовки, влияющие на качество заготовки. Испытания показывают, что зависимость между колебанием уровня и глубиной шлаковых включений на поверхности отливки заготовки следующая:
Опыт показал, что поверхностные шлаковые включения можно устранить при отклонении уровня в пределах ±10 мм. В то же время при отклонении уровня более 10 мм доля продольных трещин на поверхности отливочной заготовки составляет 30%. Это означает, что колебание уровня напрямую влияет на качество поверхности отливочной заготовки.
Принцип системы
Ключом к системе является вихретоковый уровнемер расплавленной стали. Система работает надежно и имеет отличные характеристики: высокая термостойкость, сильная защита от помех, быстрый динамический отклик (время задержки <0,10 с), высокая точность обнаружения (<±05 мм) и большой диапазон измерения (0–150 мм). Выбранная частота электромагнитного поля гарантирует, что датчик уровня обнаруживает только изменение уровня формы и не обнаруживает флюс формы или слой стального шлака. Преимуществами системы являются простота эксплуатации и отсутствие проблем с радиационной защитой. Система нечувствительна к продувке аргоном, а ее датчики могут быть установлены на разливочной машине или на платформе.
Во время использования датчик охлаждается сжатым воздухом.
Принцип показан на рисунке
Над поверхностью расплавленной стали формы установлена высокочастотная обмотка возбуждения. Высокочастотное магнитное поле, создаваемое высокочастотной обмоткой возбуждения, индуцирует вихревые токи на поверхности расплавленной стали, образуя магнитное поле. Магнитное поле, создаваемое индуцированным вихревым током, направлено противоположно магнитному полю, создаваемому высокочастотной обмоткой возбуждения, что изменяет полное сопротивление высокочастотной обмотки возбуждения. При условии, что материал и конструкция обмотки, марка стали, температура остаются неизменными, изменение импеданса катушки имеет только однозначную функциональную связь с высотой уровня расплавленной стали. Пока обнаруживается изменение импеданса высокочастотной обмотки, можно преобразовать изменение уровня расплавленной стали в форме.
Компоненты системы
Система автоматического контроля уровня кристаллизатора непрерывной разливки состоит из вихретокового датчика уровня расплавленной стали, контроллера и цифрового привода для регулировки открытия пробки промежуточного ковша.
Концом обнаружения системы автоматического контроля уровня формы является ① датчик смещения вихревых токов, который использует эффект взаимной индуктивности вихревых токов между катушкой под напряжением и металлическим проводником для определения расстояния. Эффективный сигнал датчика вихревых токов усиливается и линеаризуется схемой датчика уровня формы ②, которая преобразует изменение уровня расплавленной стали в форме на 0–150 мм в стандартный сигнал 4–20 мА постоянного тока, а затем передает его на управляющий компьютер ③ для выполнения функций обработки данных и управления системой. Мы также можем управлять приводом вручную и автоматически через панель управления ④на месте эксплуатации, а открытие пробки контролируется приводом ⑤, чтобы реализовать автоматический контроль уровня расплавленной стали.
1 датчик вихревых токов;
2 указателя уровня формы;
3 управляющий компьютер;
4 Панель управления отображением операций на объекте;
5 цифровой привод;
Принцип управления системой
В системе можно установить четыре режима управления: автоматический, полуавтоматический, ручной и с электроприводом. Автоматический режим представляет собой замкнутую систему управления уровнем расплавленной стали и контролирует открытие пробки с помощью цифрового привода; в полуавтоматическом режиме используется регулятор степени открытия и цифровой привод для ручной настройки открытия стопора; ручной режим заключается в открытии и закрытии кнопки непосредственно для управления открытием стопора; режим сцепления двигателя быстро переключается с любого из вышеперечисленных способов управления на работу ручного стопора.
В функции системы также входят: отображение и запись уровня расплавленной стали, открытия сопла и скорости разливки; установка уровня жидкой стали и открытия сопла; сигнализация уровня расплавленной стали при предельном значении и т. д.
Помимо определения уровня расплавленной стали в качестве основного сигнала обратной связи системы управления, система управления также учитывает различныеs помеховые факторы, влияющие на контроль уровня. К таким факторам помех относятся:
1. Влияние изменения характеристик потока на систему управления после потери расплава пробки
2. Влияние изменения веса жидкой стали в промковше на систему управления.
3. Влияние изменения скорости разливки машины непрерывного литья заготовок на систему управления.
4. Влияние изменения ширины формы (ширина формы регулируется) на систему управления.
5. Влияние частоты и амплитуды вибрации формы на указатель уровня расплавленной стали.
Функциональность и программная реализация
Чтобы преодолеть эти помехи, стратегия управления уровнем формы использует ПИД-регулирование. А на основе ПИД-регулирования вводятся самоадаптивная коррекция и упреждающее управление, образующие усовершенствованную систему управления. Регулирование уровня осуществляется в основном контуре, и имеется пропорциональное усиление контроллера основного контура. В соответствии с самоадаптирующейся коррекцией изменения ширины формы и упреждающей компенсацией скорости литья, чтобы еще больше уменьшить и устранить колебания уровня жидкости, вызванные регулировкой ширины формы и изменениями скорости литья.
Чтобы уменьшить частое срабатывание стопора, система использует изменение времени взаимодействия контроллера и автоматически выбирает более длительное время взаимодействия, когда уровень расплавленной стали слегка колеблется. Система выберет более короткое время интегрирования, когда уровень расплавленной стали сильно колеблется. Тем самым подавляется колебание объекта управления, вызванное частым действием стержня стопора.
При обработке сигнала датчика уровня расплавленной стали добавляется соответствующее фильтрующее звено, а для обработки фильтрации используется синхронный фильтр частоты вибрации, который может преодолеть помехи, возникающие в результате изменения частоты и амплитуды вибрации пресс-формы.
Автоматический контроль уровня расплавленной стали в кристаллизаторе является одной из ключевых технологий производства непрерывной разливки. Очень важно снизить трудоемкость рабочих, повысить эффективность производства, улучшить качество и выход литейной заготовки, уменьшить перелив и прорыв стали, повысить уровень управления сталеплавильным производством и непрерывной разливкой стали.
Расплавленная сталь заливается в форму. Чтобы предотвратить перелив, уровень расплавленной стали должен поддерживаться стабильным. В противном случае, если в процессе литья уровень будет слишком сильно колебаться, и шлак будет вовлечен, образуя поверхностные шлаковые включения на поверхности отливочной заготовки, влияющие на качество заготовки. Испытания показывают, что зависимость между колебанием уровня и глубиной шлаковых включений на поверхности отливки заготовки следующая:
Опыт показал, что поверхностные шлаковые включения можно устранить при отклонении уровня в пределах ±10 мм. В то же время при отклонении уровня более 10 мм доля продольных трещин на поверхности отливочной заготовки составляет 30%. Это означает, что колебание уровня напрямую влияет на качество поверхности отливочной заготовки.
Принцип системы
Ключом к системе является вихретоковый уровнемер расплавленной стали. Система работает надежно и имеет отличные характеристики: высокая термостойкость, сильная защита от помех, быстрый динамический отклик (время задержки <0,10 с), высокая точность обнаружения (<±05 мм) и большой диапазон измерения (0–150 мм). Выбранная частота электромагнитного поля гарантирует, что датчик уровня обнаруживает только изменение уровня формы и не обнаруживает флюс формы или слой стального шлака. Преимуществами системы являются простота эксплуатации и отсутствие проблем с радиационной защитой. Система нечувствительна к продувке аргоном, а ее датчики могут быть установлены на разливочной машине или на платформе.
Во время использования датчик охлаждается сжатым воздухом.
Принцип показан на рисунке
Над поверхностью расплавленной стали формы установлена высокочастотная обмотка возбуждения. Высокочастотное магнитное поле, создаваемое высокочастотной обмоткой возбуждения, индуцирует вихревые токи на поверхности расплавленной стали, образуя магнитное поле. Магнитное поле, создаваемое индуцированным вихревым током, направлено противоположно магнитному полю, создаваемому высокочастотной обмоткой возбуждения, что изменяет полное сопротивление высокочастотной обмотки возбуждения. При условии, что материал и конструкция обмотки, марка стали, температура остаются неизменными, изменение импеданса катушки имеет только однозначную функциональную связь с высотой уровня расплавленной стали. Пока обнаруживается изменение импеданса высокочастотной обмотки, можно преобразовать изменение уровня расплавленной стали в форме.
Компоненты системы
Система автоматического контроля уровня кристаллизатора непрерывной разливки состоит из вихретокового датчика уровня расплавленной стали, контроллера и цифрового привода для регулировки открытия пробки промежуточного ковша.
Концом обнаружения системы автоматического контроля уровня формы является ① датчик смещения вихревых токов, который использует эффект взаимной индуктивности вихревых токов между катушкой под напряжением и металлическим проводником для определения расстояния. Эффективный сигнал датчика вихревых токов усиливается и линеаризуется схемой датчика уровня формы ②, которая преобразует изменение уровня расплавленной стали в форме на 0–150 мм в стандартный сигнал 4–20 мА постоянного тока, а затем передает его на управляющий компьютер ③ для выполнения функций обработки данных и управления системой. Мы также можем управлять приводом вручную и автоматически через панель управления ④на месте эксплуатации, а открытие пробки контролируется приводом ⑤, чтобы реализовать автоматический контроль уровня расплавленной стали.
1 датчик вихревых токов;
2 указателя уровня формы;
3 управляющий компьютер;
4 Панель управления отображением операций на объекте;
5 цифровой привод;
Принцип управления системой
В системе можно установить четыре режима управления: автоматический, полуавтоматический, ручной и с электроприводом. Автоматический режим представляет собой замкнутую систему управления уровнем расплавленной стали и контролирует открытие пробки с помощью цифрового привода; в полуавтоматическом режиме используется регулятор степени открытия и цифровой привод для ручной настройки открытия стопора; ручной режим заключается в открытии и закрытии кнопки непосредственно для управления открытием стопора; режим сцепления двигателя быстро переключается с любого из вышеперечисленных способов управления на работу ручного стопора.
В функции системы также входят: отображение и запись уровня расплавленной стали, открытия сопла и скорости разливки; установка уровня жидкой стали и открытия сопла; сигнализация уровня расплавленной стали при предельном значении и т. д.
Помимо определения уровня расплавленной стали в качестве основного сигнала обратной связи системы управления, система управления также учитывает различныеs помеховые факторы, влияющие на контроль уровня. К таким факторам помех относятся:
1. Влияние изменения характеристик потока на систему управления после потери расплава пробки
2. Влияние изменения веса жидкой стали в промковше на систему управления.
3. Влияние изменения скорости разливки машины непрерывного литья заготовок на систему управления.
4. Влияние изменения ширины формы (ширина формы регулируется) на систему управления.
5. Влияние частоты и амплитуды вибрации формы на указатель уровня расплавленной стали.
Функциональность и программная реализация
Чтобы преодолеть эти помехи, стратегия управления уровнем формы использует ПИД-регулирование. А на основе ПИД-регулирования вводятся самоадаптивная коррекция и упреждающее управление, образующие усовершенствованную систему управления. Регулирование уровня осуществляется в основном контуре, и имеется пропорциональное усиление контроллера основного контура. В соответствии с самоадаптирующейся коррекцией изменения ширины формы и упреждающей компенсацией скорости литья, чтобы еще больше уменьшить и устранить колебания уровня жидкости, вызванные регулировкой ширины формы и изменениями скорости литья.
Чтобы уменьшить частое срабатывание стопора, система использует изменение времени взаимодействия контроллера и автоматически выбирает более длительное время взаимодействия, когда уровень расплавленной стали слегка колеблется. Система выберет более короткое время интегрирования, когда уровень расплавленной стали сильно колеблется. Тем самым подавляется колебание объекта управления, вызванное частым действием стержня стопора.
При обработке сигнала датчика уровня расплавленной стали добавляется соответствующее фильтрующее звено, а для обработки фильтрации используется синхронный фильтр частоты вибрации, который может преодолеть помехи, возникающие в результате изменения частоты и амплитуды вибрации пресс-формы.
Похожие объявления

Обзор Пресс-форма — это оборудование для формования литейных заготовок при непрерывной разливке…

Обзор: Порошок для форм в основном используется в процессах непрерывного литья и производства…

Обзор Чтобы удовлетворить потребности в производстве изделий непрерывной разливки различных…

Обзор Пресс-форма — это устройство, которое формирует отлитое изделие при непрерывной разливке…

Обзор: Система прогнозирования прорыва формы для непрерывной разливки BPS-K600 разработана Wuhan…

Обзор Система осуществляет измерение фиксированной длины ширины, толщины и длины непрерывно…

Обзор Автоматическая система подачи флюса в пресс-форму MAC-G320 представляет собой продукт нового…

Обзор Наша компания специализируется на производстве и применении тросов в производстве непрерывной…

Обзор: Этот продукт представляет собой новый тип оборудования для обнаружения поверхности медных…

Обзор: Аналоговый источник тепла LGK-S107 (нагревательный инструмент) независимо разработан и…